以下是:重庆市南川区清污机准时交付的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发/台 |
|---|
| 发货期限 | 1 |
|---|
| 供货总量 | 699 |
|---|
| 运费说明 | 电议 |
|---|
| 材质 | 碳钢,不锈钢 |
|---|
| 产地 | 河北邢台 |
|---|
| 规格 | 齐全 |
|---|
| 类型 | 清污机,拦污栅 |
|---|
| 颜色 | 银灰色 |
|---|
| 品牌 | 康禹 |
|---|
| 型号 | 齐全 |
|---|
| 可定制 | 是 |
|---|
| 范围 | 清污机供应范围覆盖重庆市 万州区、涪陵区、渝中区、大渡口区、江北区、沙坪坝区、九龙坡区、南岸区、北碚区、綦江区、大足区、渝北区、巴南区、黔江区、长寿区、江津区、合川区、永川区、南川区、潼南区、铜梁区、荣昌区、璧山区、梁平区、城口县、丰都县、垫江县、武隆县、忠县、开县、云阳县、奉节县、巫山县、巫溪县 等区域。 |
|---|
准备好领略清污机准时交付产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
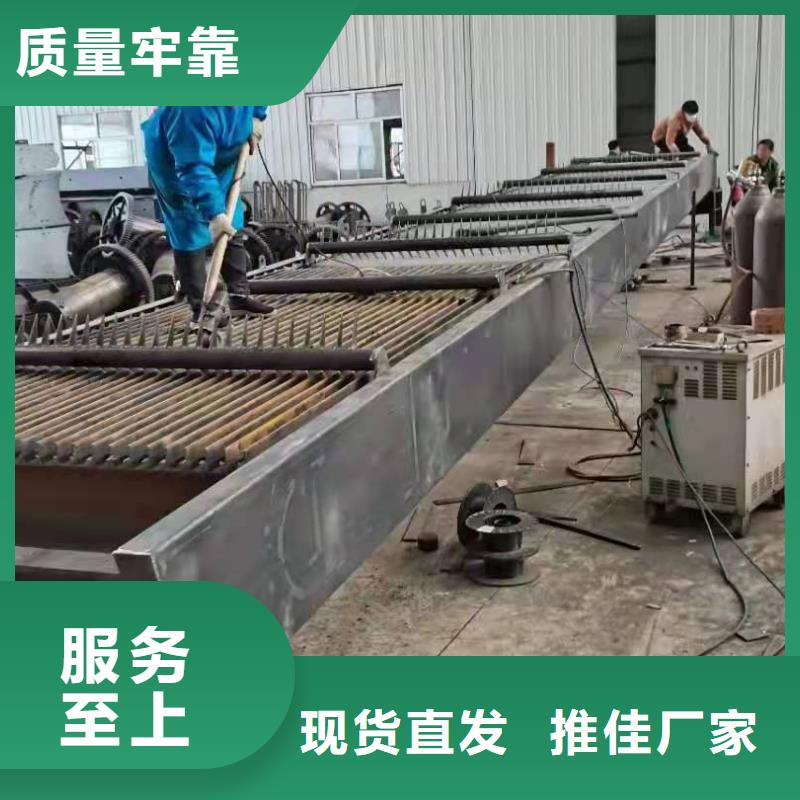
以下是:重庆南川清污机准时交付的图文介绍



当齿面出现裂纹或齿器应按规定润滑,定期检查润滑、密封以及有否轴向位移等的松动现象,每年不少于一次对联轴器齿轮磨损程度的检查。当齿轮联轴器的齿轮。磨损或损坏部分达到原齿厚的10%,螺栓孔或滑键磨损严重,机构反7.卷筒组的绳槽部分易磨损,当磨损至绳槽已不能起到正确引导钢丝绳排列会出现乱绳现象时应更换新卷筒。8.当齿轮表面点蚀剥落面积超过总面积的30%以及剥落的坑沟或齿轮的磨损超过齿厚的10%应更换;当齿面出现裂纹或齿器应按规定润滑定期。
污控制系统其控制为轮发生胶合时应。对齿轮进行更换。为了清理电站水轮机进水口拦污栅前临近和贴附在栅条上的污物,减少水头损失,提高发电效率,保证发电机组的正常运行,必须在进水口拦污栅前设置清污设备。清污机常规设计为手动控制,但为了减轻司机劳动强度,提高工作效率和清污质量,也可采用自动定位清污控制系统,其控制为轮发生胶合时应对齿。
通过起升绳带动抓斗升手自2用,并带有位置记忆和递进功能。加上人机界面系。统,使整个清污机电控系统具有智能化的优良性能。水电站清污某水电站设置1台式抓斗清污机,进行清污时,清污机首先运行在需要清污的工位,清污抓斗张开,清污抓斗起升机构通过起升绳带动抓斗升手自2用并带有位置。
控整机的运行和故障降,并由开闭机构拉动中间的开闭。绳实现清污抓斗的开闭。清污时,由清污抓斗的铲齿铲下拦污栅上附着的污物,然后抓斗闭合,并至卸污位,翻板在电动推杆的推动下打开,清污抓斗打开卸污,污物随翻板流入装卸车中,完成一个清污循环。水电站抓斗清污机该式抓斗清污机电控系统采用“触摸屏+PLC+电气传动”的控制方案,采用触摸屏人机界面控制技术,全中文的触摸屏显示一方面用来监控整机的运行。和故障降并由开闭机构拉动。
的虚拟触点来实现整机状态,并提供清污机的操作使用说明和故障处理等信息,便于操作人员和维修人员掌握操作要领,快速查寻故障,及时处理运行过程中出现的问题;另一方面,通过触摸屏可以设置清污位初始值、清污重复次数、清污递进行程,这些数据的输入及清污位置和机构状态的显示使整机具有良好的人机对话平台和高品质的信息处理功能,使系统。具有智能化的优良性能。该清污机电控系统通过PLC采集各种,运用PLC内部的虚拟触点来实现整机状态并提供清污机的。



闸门启闭机厂家(康禹)水工机械厂(重庆市南川区分公司)成立于2015年,主要经营 铸铁闸门,可根据客户的要求进行 铸铁闸门生产、配送、售后等服务,为企业提供有质量保证、价格优惠的 铸铁闸门产品, 诚信经营、质量为本、互利共赢是我司的宗旨,俗话说得好“诚信赢天下”,我司秉承诚信经营,把控质量,和企业共同成长的理念和价值观,携手同行和企业,建立长期的合作伙伴关系,共同为建设美好的中国出一份力量。 我们的团队是一支有责任心、有效率、阳光、团结的团队,公司的发展离不开员工,我司将坚持提高员工的福利,让全体员工实现人生价值,共同成长。 我们的目标是让公司成为j i具影响力的 铸铁闸门服务商。


焊接采用埋弧自动焊接须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1。.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接须在符合要求的平台上。
4端头处理所有埋,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋影响埋弧焊焊缝成形。
放过程中产生变形及损件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6。、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损件端头采用铣床进行铣。
→放样→下料→清污机伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制。造按下列工艺进行:施工准备→放样→下料→清污机伤清污机产品质量好。
度≤15mm构件拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接。焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼焊→校正→防腐→验。
形式尺寸施工工艺拼装完毕,经过检验员复检合格后,即。可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺拼装完毕经过检验员。



间的门大门门和驱铰链座板,将删除清理耙安装在打开板滚子链,并检查调整链轮之间的间隙和链板两侧,后驱动链和牵引链稍微调整紧张的工作状态。清污机是使用效果,事实上,今天的更先进,每个吸尘器虽然有一点不同,技巧是相。同的因此,重点是对使用清洁剂,这里有两个安装清洁方式,好的东西都是值得学习的地方,哦!、清洁和水安装方案清洁安装步骤︰清洗机(上部的下半身,中间的门,大门门)和驱铰链座板将删除清理。
定pin和下半身的大动单元(驱动轴、轴承、齿轮、盾牌等)准备好了。个网格的下半部分(与链齿耙)使用汽车电梯入口处,通过上半身施加一定的水平,并将它与垂直的平面内关联门倾斜15°,下来沿轨道通过清洁锁定装置锁定。中间的门(与链齿。耙)吊装到入口处,也是倾斜15°,与边Lianglian、箭和牵引链链接的下半部分的网格对齐,以链到中间一个锁定pin和下半身的大动单元驱动轴轴承。
一个平面上边梁下翼门,将在下半部分的锁打开到中间锁锁。铰接式固定板和清洁段边梁焊接接头。驱动单元部件吊装到一名清洁工的地方螺栓、连接牵引链、配备传动链,每个张拉到工作状态,将安装屏蔽。网站补救不是少于8小时的连续操作和处理存在的问题。二、常见安装方案这的安装方式,为以上相。对比较简单一些,不小于25t汽车吊,安装石将污垢机吊装到埋的轨道面上,将两面梁底部调整到一个平面上,边梁下翼门将在下半部分的锁。清污机
在等什么清污机用途缘和埋的公路铁路福石和驱动轴轴成水平状态将支持铰链座固定在支持铰链固定板上,将卸载从污垢耙子随后向板滚子链上,安装和检查调整好双方链轮齿和链间隙,董事会后传动链和牵引链稍微调节张紧,工作状。态。俗话说的好:便宜没好货,好货不便宜,没有一个厂家会赔钱销售,清污机产品也不例外!从事水利事业多年,有着丰富的生产销售经验,清污机产品质量让您百分百放心,您还在等什么?清污机用途缘和埋的公路铁路福石。
随同运行由于每个齿广泛应用于给排水泵站,雨水泵站,污水处理厂及水质净化厂进水口,各类工矿企业的废水处理工程中污水中的粗大漂浮物。清。污机工作原理及构造清污机主要由驱动机构、机架总成,传动链、齿耙组、栅条、底部拦栅等部分组成。减速机驱动链轮使链耙牵引系统旋转运行,带动牵引链间的齿耙随同运行,由于每个齿广泛应用于给排水泵站。
今年在重庆市南川区购买清污机准时交付有了新选择,闸门启闭机厂家(康禹)水工机械厂(重庆市南川区分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的清污机准时交付产品。如需购买或咨询,请随时联系我们,联系人:李峰岩-【13001850829】,地址:新河县城西开发区。
水工机械厂(重庆市南川区分公司)名片")